Copyright © 2006 Manhattan LTD / L.L.C , All rights reserved International copyright laws apply to all content
LSAW Steel Pipe
Longitudinal Submerged-Arc Welded Steel Pipe
Specification:
Usage: Used for low pressure liquid delivery, such as water, gas, and oil.
Process:
LSAW - UO(UOE)、RB(RBE)、JCO(JCOE)
DSAW -Double Submerged arc welded
Standard: API 5L, API 5CT, ASTM 53, EN10217, DIN 2458. IS 3589, GB/T3091, GB/T9711
Certificate: API 5L PSL1 / PSL2, API 5CT
Out Diameter: 355.6mm– 1626mm
Wall Thickness: 8 -50mm
Length: up to 12m
Steel Grade:
API 5L: GR B, X42,X46, X56, X60,X65,X70
ASTM A53: GR A, GR B, GR C
EN: S275, S275JR, S355JRH, S355J2H
GB: Q195, Q215, Q235, Q345, L175, L210, L245, L320, L360- L555
Surface: Fusion bond Epoxy coating, Coal Tar Epoxy, 3PE, Vanish Coating, Bitumen Coating, Black Oil coating as per customer’s requirement
Test: Chemical Component Analysis, Mechanical Properties (Ultimate tensile strength, Yield strength, Elongation), Technical Properties (Flattening Test, Bending Test, Blow Test, Impact Test),
Exterior Size Inspection, Hydrostatic Test, X-ray Test.
Mill Test Certificate: EN 10204/3.1B
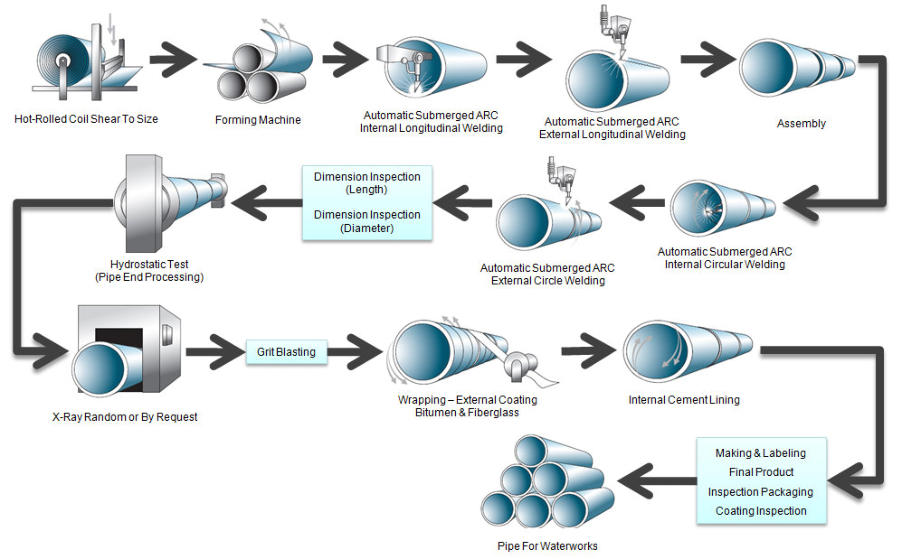
LSAW Steel Pipe Process:
The raw material used in manufacture of Spiral SAW is H.R. Coil. It is continuously formed to require the specific diameter of the pipe, spirally welded at high speed and cut to required length.
The following operations are carried out when the material is loaded for making of the pipe.
Entry Line :
Here the coils are opened, edge milled to required width and fed to forming stand at uniform speed. This unit also enhances the joining of the tail-end of the out going coil with the
leading end of the incoming coil to produce continuous strips. Before initializing new campaign, entry line will be positioned in an angle, called Helical Angle in respect to the normal of forming
table center axis.
Forming Stand :
The unit performs as the heart of the mill.
Here the strip is formed to required size of the pipe & spirally welded.
Exit Line :
The main purpose of exit line is to give proper support to the pipe during forming, cut the pipe to required length and eject it outside.
The pipe is then visually inspected thoroughly, both in & out side, for probable weld defects such as under cut, porosity. If any defects found, it will be rectified as per the approved QAP
(Quality Assurance Plan). After this the pipe will be sent to Beveling (Chamfering & Facing) machine for better quality pipe joints during laying works at site. Then the pipes are hydrostatically tested
to ensure that there is no leakage from weld joint or parent material.
The pipe will be inspected at different stages of production to ensure the quality of the product. The inspection process consists of Physical / Visual Inspection, Destructive & Non-Destructive
Testing & final inspection before sending for dispatch.


Manhattan Trading LTD / L.L.C