Copyright © 2006 Manhattan LTD / L.L.C , All rights reserved International copyright laws apply to all content
ERW Steel Pipe
Electric Resistance Welded Steel Pipe
Specification:
Usage: Used for low pressure liquid delivery, such as water, gas, and oil. Oil drilling and machinery manufacturing, etc.
HFI: High Frequency Induction weld pipe
EFW: Electric Fusion Welded Pipe
Standard: API 5L, API 5CT, ASTM 53, EN10217, DIN 2458. IS 3589, JIS G3452, BS1387
Certificate: API 5L PSL1/ PSL2, API 5CT
Out Diameter: 21.3mm -660mm
Wall Thickness: 1.5mm-22.2mm
Length: 0.3 – 18m
Steel Grade:
API 5L : GR B, X42,X46, X56, X60,X65,X70
ASTM A53: GR A, GR B, GR C
EN: S275, S275JR, S355JRH, S355J2H
GB: Q195, Q215, Q235, Q345, L175, L210, L245, L320, L360- L555
Surface: Fusion bond Epoxy coating, Coal Tar Epoxy, 3PE, Vanish Coating, Bitumen Coating, Black Oil coating as per customer’s requirement
Test: Chemical Component Analysis, Mechanical Properties (Ultimate tensile strength, Yield strength, Elongation), Technical Properties (Flattening Test, Bending Test, Blow Test, Impact Test),
Exterior Size Inspection, Hydrostatic Test, X-ray Test. Mill Test Certificate: EN 10204/3.1B
ELECTRIC RESISTANCE WELD PIPE:
ERW pipe is formed from hot-rolled coil produced in steel mill. All the incoming coils are verified based on the test certificate received from steel mill for their chemistry and mechanical properties.
The forming stage of ERW pipe begins with a single-width strip. The width of strip is roughly equal to the perimeter of the pipe to be produced.
The edges of coil are sheared to pre-specified widths in slitting line.
The process involves uncoiling & leveling of coils and processing the same. The lead end of each coil is squared by shearing operation for threading into the mill. Then this end is joined with coil
end of outgoing coil to maintain continuity in production and reduce losses.
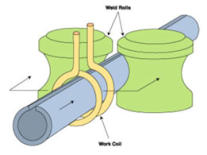
To maintain continuity of production, it is accumulated in an accumulator/loop pit. It is then gradually and continuously formed into a circular shape by shaped rolls as per the required diameter in
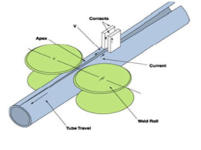
forming stands arranged in tandem. In the welding stand, edges of formed strip are pre heated by High Frequency Electrical Induction heating process to the desired temperature, which are
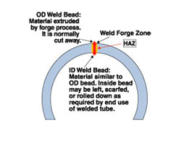
mechanically pressed together horizontally to form continuous weld seam. This welding process does not need any filler metal. Instead, the welding pressure causes some of the metal to be
squeezed from the joint, forming a bead of metal on inside and outside of the tube. This bead or welding flash is trimmed during the process. The weld seam is examined and adjusted as per the
weld parameters, including temperature and outside diameters. The weld area of the string of the pipe so welded is then annealed, as per customer's specification by induction heating process, to
get fine grain structure in weld area.
It is then cooled in open followed by water quenching. Subsequently pipe string passes through sizing stands to obtain perfect roundness and diameter.
The pipes are non-destructively tested by Eddy Current Process to detect any flaw in weld or otherwise as per customers requirement.
During production, online visual inspection is also carried out for surface defects, diameter accuracy, ovality and weld bead shape. Required sample rings as per specification are cut to carry out
mechanical testing of weld and body e.g. flattening test, bend test etc. All pipes are then processed in finishing and testing area for pipe end preparation i.e. Facing/Beveling followed by hydrostatic
pressure testing as per specification.
Individual pipe is then visually inspected for the parameters specified in the specification before offering to the customer's inspection, if any.
BLACK PIPES :
On acceptance, all pipes are marked and/or paint stenciled as per the order requirements, packed in bundles before shifting in the storage yard. Pipes are then loaded on trailers or trucks and
dispatched to the customer's site. These pipes can also be supplied with black paint/oiling &/or threading.
GALVANISED PIPES :
the accepted pipes are washed in solution of caustic soda tank followed by pickling by hydrochloric acid of suitable concentration to remove oxides on pipe surface & is then dipped in fluxing tank.
Pipes are then preheated & dipped in molten zinc bath. Pipes are then pulled out from the bath & wiped externally & internall
y for uniform & smooth zinc coating. Pipes are then cooled in quenching
tank followed by passivation. Pipe ends are then threaded as per specification, if any, inspected for coating & threading defects, physical dimensions & condition before stenciling & packing.
Major purchasers of ERW pipe are:
Utility Companies,Oil Companies,Steel Fabricators, Piling Contractors,Dredging Contractors,Water Well Contractors,Pipe Distributors, Pipe Line Companies, and Federal, State.
and Local Governmental Agencies.
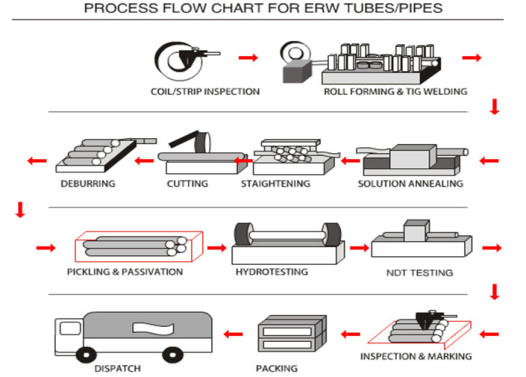
ELECTRIC RESISTANCE WELD STEPS OF MANUFACTURE :
1. Coils of strip steel or skelp on feed ramp. From this position it is uncoiled,
flattened, and the leading edge of the coil is sheared.
2. First forming section transforms strip into a round pipe section.
3. Fin pass section finishes rounding process and prepares edges of strip for welding .
4. The edges of the strip are heated to 2500°F by high frequency welder. The edges
are squeezed together by pressure.
5. Weld is inspected electronically for some specifications.
5. Seam is normalized.
7. Weld is cooled by air and water.
8. Pipe is sized and straightened.
9. Pipe is cut to required length by flying cut-off saw.
10. Pipe is visually inspected.
11. Pipe is hydro-statically tested.
Final finishing includes inspection, end finishing, coated as required, and stenciled.

Manhattan Trading LTD / L.L.C